【応用編3】 ミツトヨの三次元測定での自動面測定
使用機種・ソフト
弊社で所有している三次元測定機はミツトヨ社製のCrysta-Apex Cという機種でMCOSMOSというソフトを使用しております。
そのため、MCOSMOSの画面を用いて説明させて頂きます。
自動面測定
基礎編で円の考え方については解説致しましたが、実際に測定する際の設定方法の解説をさせて頂きます。
もし、円要素自体の意味が理解できていない場合は先にこちらを見てからの方が理解しやすいと思います。
円の測定では設定する項目がいくつかあります。
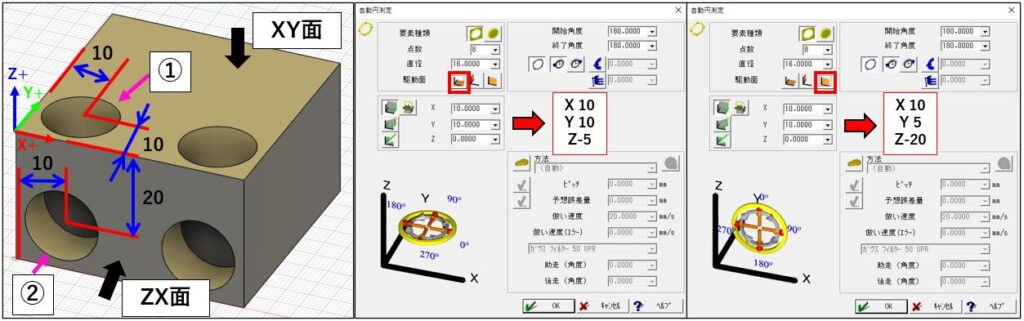
今回は下図の測定をするとしてご説明します。
・直径
図面通りの直径、もしくは内径の場合なら少し小さい直径、外径なら少し大きい直径を入力。
ちょうどの直径を入力しても測定方向とは逆に少し逃げてから測定を行うため問題はないですが、
加工された直径、位置が違った場合などに衝突する危険があるため、Φ10ならΦ8と入力する場合もあります。
・測定点数
何点で円を測定するかを入力します。
通常は4点で問題ないと思いますが、真円度が心配な場合や直径が大きい場合は8点程度がいい。
・座標値(円の中心位置)
XY面にある①の円を測定する場合は円の中心座標を入力するので、X10,Y10,Z-5(任意)の座標値を入力します。
ZX面にある②の穴を測定する場合はX10,Y5(任意),Z-20の座標値を入力します。
・測定面
XY平面,YZ平面,ZX平面のどの面にある穴を測定するのかを選択します。
上図の赤枠を変更すると平面が変わります。
・内径又は外径
要素種類の項目で内径か外径かを選択します。
直径の項目でも説明しましたが、内径の場合は外側に逃げてから測定を行います。
そのため、内径を測定する際に外径の設定になっていると、衝突してしまいますので注意が必要です。
・開始/終了角度、測定方向
通常は0度~0度のように360度の選択で問題ありませんが、半円の場合などは角度を指定してあげないと測定がうまくできません。
また、その場合は測定方向も指示しないといけません。
下図の場合は開始角度360度~終了角度185度で入力した場合の動きとなります。
2023年04月18日